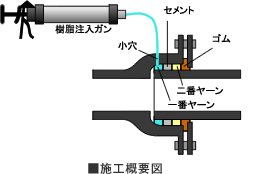
鋳鉄管の継手からガスが漏えいした際、その部分に樹脂を浸透させて閉塞する工法です。 従来の工法に比べ、開削する面積が狭く、また火気を必要としないため安全でコストが抑えられます。


鋳鉄管の継手上部に小さい穴を開け、そこから樹脂注入ガンによってヤーンに注入し、全周に浸透させて漏えいを閉塞します。
| 樹脂の種類(色) | 青 | 黄 |
|---|---|---|
| 粘性 | 中 | 低 |
樹脂は「青」を最初に注入し、「青」がうまく注入できない場合(ヤーンが 密な場合)は「黄」を注入します。

- ・継手上部のみの開削で修理できるため、開削・復旧にかかるコストと掘削土の発生を削減できます。
- ・火気を使用せず修理できるため、安全です。
- ・従来の工法(熱収縮チューブ)に比べ、ガス管の清掃範囲が狭いため、作業時間が短縮できます。
| 圧力 | 低圧 |
|---|---|
| 口径 | 75A〜300A |
| 管種 | 鋳鉄管(印ろう型・ガス型継手) |
| 配管 |
直管受口・チーズ・クロス・ベンド・レジューサー・ 水取器接続部(鋼管挿し込み受口・スリーブを除く) |