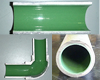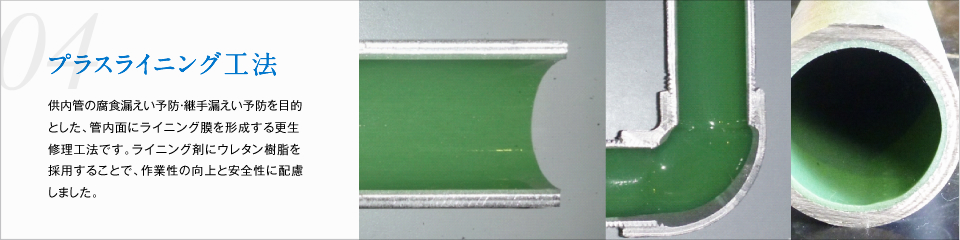
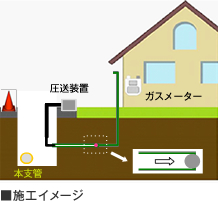
低圧供内管のねじ継手鋼管を対象とした腐食漏えい予防/継手漏えい予防を目的として、管内面にライニング膜を形成する工法です。ライニング剤にウレタン樹脂を採用しました。

(1)ライニング剤(主剤・硬化剤)を混合・撹拌する。
(2)ライニング剤を管内に注入する。
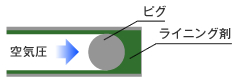
(3)ピグを入れ、圧送装置を接続して圧縮空気を送り、ライニングする。

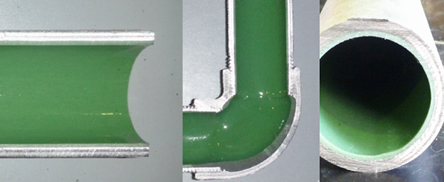
- (1)保形性と柔軟性の両立
ウレタン樹脂を用いることにより、腐食孔からの土水圧にも耐える保形性と、万が一ガス管が折損などした場合でも漏えい抑制に寄与する柔軟性を両立。 - (2)施工時間の短縮とライニング品質の確保
ライニング剤の粘度をライニング施工に適した粘度とすることで、- ・ライニングをし易くし、施工時間を短縮。
- ・ライニング後の樹脂が垂れずに硬化し、ライニング品質を確保。
- (3)作業性と安全性の配慮
ウレタン樹脂を用いることにより、においの低減、作業者の安全性を配慮。
| 対象 | 適用範囲 |
|---|---|
| 圧力 | 低圧 |
| 管種 | ねじ継手鋼管 |
| 口径 | 25A、32A、40A、50A |
| 延長 | 最大24m(配管状況による) |
| 項目 | 仕様 |
|---|---|
| 樹脂タイプ | 二液混合型常温硬化型ウレタン樹脂 |
| 可使時間 | 70分(施工環境による) |
| 引張強さ | 17MPa |
| 伸び | 86% |